


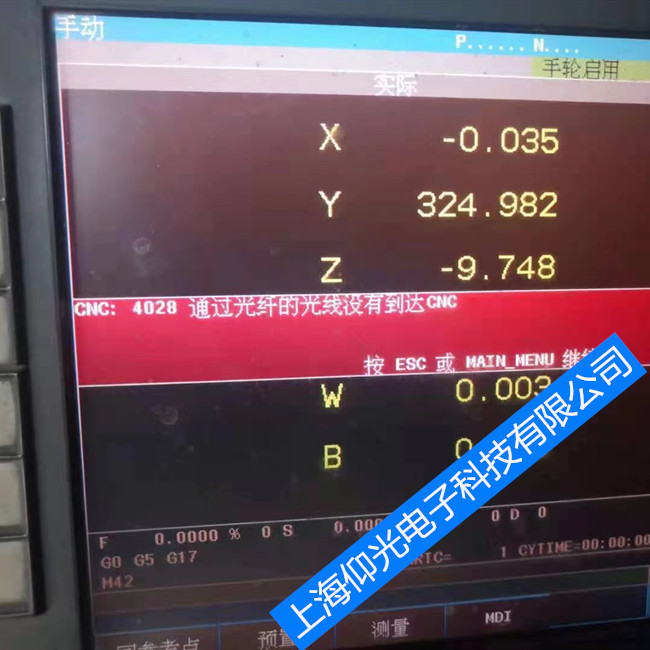
�l(f��)���CNC4028�����Ų鷽�����z��ͼ�ͣ���P(gu��n)���·��ϵ�y(t��ng)���ⲿ��ͣ�������ˣ�����ϵ�y(t��ng)�ϱO(ji��n)ҕһ�� ݔ���c I1�Ġ�B(t��i) �Dz��Ǟ�0,�z��X2��ĵ�10ᘺ�18�֮�g�Л]��DC24V늉������� I1�Ġ�B(t��i)��1 ��10ᘺ�18�֮�g��24V���@�ӈ������ˡ�
�_�C�����ք�ģʽ��3�S�Ԅӻ��㣬�������һֱ���؏�(f��)���㡣
�����ָʾ��Ҳ�����𣬵���߀���؏�(f��)���㡣�ڻ����^���У��P(gu��n)���M�o��3�S�Ͳ���
���Ǽӹ��r�g���\�У��_�M�o�̈́ӡ�������ֹͣ�I���ã��͕���ͣ�ٰ�reset�I��(f��)λ���ԏ�(f��)λ�������R�����؏�(f��)���������

FAGOR�l(f��)��(sh��)��ϵ�y(t��ng),�Ɍ��F(xi��n) 7 �S(li��n)��+���S+��݆���ơ�����̎���ٶȲ�ͬ�֞�8055/A�� 8055/B�� 8055/C���N�n�Ρ� �m����܇���� ܇�����ġ� ㊴��� �ӹ����ġ� ���ٛ_���� ����ӹ��C���� ����ĥ���� ����ĥ���� ����(bi��o)ĥ���O(sh��)�䣬�Z��ܛ���������Z����ʽ�� ���ģ� �������Z�� ���Z�� Ӣ�Z�� ������Z�� ���Z�� ���m�Z,������
�l(f��)��(sh��)��ϵ�y(t��ng)�S�ޕr���șz�鹩��·�Ƿ��������ٙz����������
(1)�Դ늉��o���^�͡���(sh��)��ϵ�y(t��ng)���õ��С�5V����12V����15V����24v���ٔ�(sh��)��+ 3.3 V���Դ늉���������(d��o)��ϵ�y(t��ng)�\�Ю�����
(2)늉����@ʾ���늉�������ʾ�����l(f��)�F(xi��n)늉����μy���^��ͨ������������V������_·���������O�ܲ����ӹ�����ɵģ��Еr������ijЩԪ���������p����ɵĹ����^�d��
(3)��늺�ϵ�y(t��ng)����������һ�Εr�g���Դ늉��½����@ͨ����һ��늉��{(di��o)���·����ʾ��w�ܡ���(d��ng)�ض����ߕr���Դ늉����½�������ij���M���ĺ��ӳ��F(xi��n)���}���ض����ߺ�����F(xi��n)���|������
CSD5�ŷ��(q��)��������ܶ�Խ�ͣ��t�~��늉�Խ��
���S���Ɔ�Ԫ��Ҋ���Ϸ��
�����c�M�o���Ɔ�Ԫ��r��ͬ�����S�(q��)��Ҳ�֞�ֱ���ͽ����ɷN��Ŀǰ�Ĕ�(sh��)�ؙC�����齻���(q��)�ӣ��Y(ji��)�ϬF(xi��n)����r������Մһ�½����(q��)�ӵij�Ҋ���ϡ�
������1��늄әC�^�ᡣ���������ؓ�d�^��늄әC��sϵ�y(t��ng)�^�K���o��������s����s�L(f��ng)�Ȳ�������������늄әC�c���Ɔ�Ԫ֮�g���|�������F(xi��n)�������F(xi��n)��ָʾ늄әC�^��Ĉ���(d��ng)�r���z��늄әC�]�І��}���s�l(f��)�F(xi��n)늄әC�τӵ�׃�����Ĝض�Ҳ�dz��ߣ���팦׃�����������M�Йz�飬�l(f��)�F(xi��n)�ͳ��F(xi��n)�ˇ�(y��n)�ص���Ⱦ��������^�ᡣ
������2������ݔ���·���۽z���ࡣ�@��ϵ�ԭ����飬�����Դ��(c��)���迹̫�ߣ��Դ��������p�ģ���׃���õľ��w��ģ�K�p�ģ����Ɔ�Ԫ���·����F(xi��n)���ϡ�������(j��)�F(xi��n)������r�������@�N��r�r���Q�۽z�Ϳɽ�Q���}��
������3�� ���S늄әC�Ю���������ӡ����@��ϑ�(y��ng)�șz��_�J���ںηN��r�®a(ch��n)���ġ����ڜp���^���Юa(ch��n)�����t���ϰl(f��)����������·���˕r��(y��ng)�z��ԓ��·̎���۽z�Ƿ��۔༰���w���Ƿ�p�ġ����ں����®a(ch��n)�����t��(y��ng)�șz�鷴��늉��Ƿ�������Ȼ��ͻȻ�Д�ָ��^��늄әCͣ�D(zhu��n)�^�����Ƿ��Ю�������������������ڙCе���֡�
������4�� 늄әC�ٶȳ��^�~��ֵ�������������O(sh��)���І��}�������·���І��}��
������5��늄әC���D(zhu��n)���_���������D(zhu��n)�١��@��ϵ�ԭ��������ٶ�ָ����������S��������õĂ��������b������Ҳ�ɸ���(j��)��ָʾ�_����
�D(zhu��n)�dՈע����̎���Ϻ�������ӿƼ����I(y��)�ŷ��(q��)�����S��,�ŷ�늙C�S��
����朽ӣ�http://www.51yrjj.com/fuwu/Services_Show4803.htm
�ŷ��(q��)�����S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
(li��n)ϵ�ˣ�����
�W(w��ng)ַ��http://www.51yrjj.com
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ��fagor늙C��Ҋ�����Ų鼰�S��
